We use cookies to to give you the best experience possible & analyse our traffic. By clicking “Accept Cookies”, you agree to the storing of cookies on your device to enhance site navigation, analyse site usage, and assist in our marketing efforts.
We also share information about your use of our site with our social media, advertising, and analytics partners who may combine it with other information that you’ve provided to them or that they’ve collected from your use of their services.
The website has been restored and is now functional, although we are aware there is still some issues re. speed and table loading. If you need assistance please contact us using either the online chat or email or phone +44(0)1732763377. We apologise for any inconvenience.
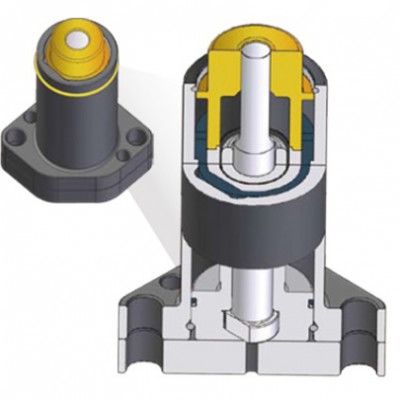
By combining the gas spring and punch you remove the need for a standard retainer. Each unit allows easy positioning due to its' compact dimensions and is ideal when combined with a cam unit.
Height and stripping force are adjustable. Suitable for ISO 8020 punches. With an Initial force of up to 2000 daN and a stripping force up to 4000daN.
The short stripper head is recommended for flat piercing. Any moulded contour of the stripper head will cause a lost of working stroke. The long stripper head is recommended for piercing where it is required for a moulded contour of the stripper. The mouldable area of the stripper is 19 mm long and shall be machined by the user.
The maximum working stroke of the stripper head is always 8 mm, whilst the maximum working stroke of the stripper head should always be calculated from the first point of contact of the stripper with the working area of the sheet. The supply of the nitrogen punching unit stripper head always includes the punch guiding shape built-in the stripper, if not otherwise required. A bottom hardened counter plate is included. The stripper head can also be supplied separately from the nitrogen punching unit, being supplied with or without (basic model) punch point guiding shape built in. Note - Geometry size and tolerance of the built-in punch guiding shape is always referred to the nominal punch size, with the radial clearance between the punch and the punch point guiding hole a maximum of 0,1 mm